


Inserção de corte e vinco para estampagem de precisão
é especializada em usinagem EDM de fio lento de ultra-precisão, corte de perfil em microescala, usinagem de precisão de carboneto de tungstênio e fabricação de componentes de moldes de precisão. A empresa está equipada com máquinas de EDM de fio lento de alta precisão – como a Sodick AP250L e a Seibu MM35HP – bem como sistemas de inspeção automática da série IM da Keyence. Isso nos permite realizar projetos de microusinagem altamente desafiadores e de ultraprecisão e fornecer pastilhas de corte e vinco de precisão de alta qualidade.
Enviar consulta
Descrição do produto
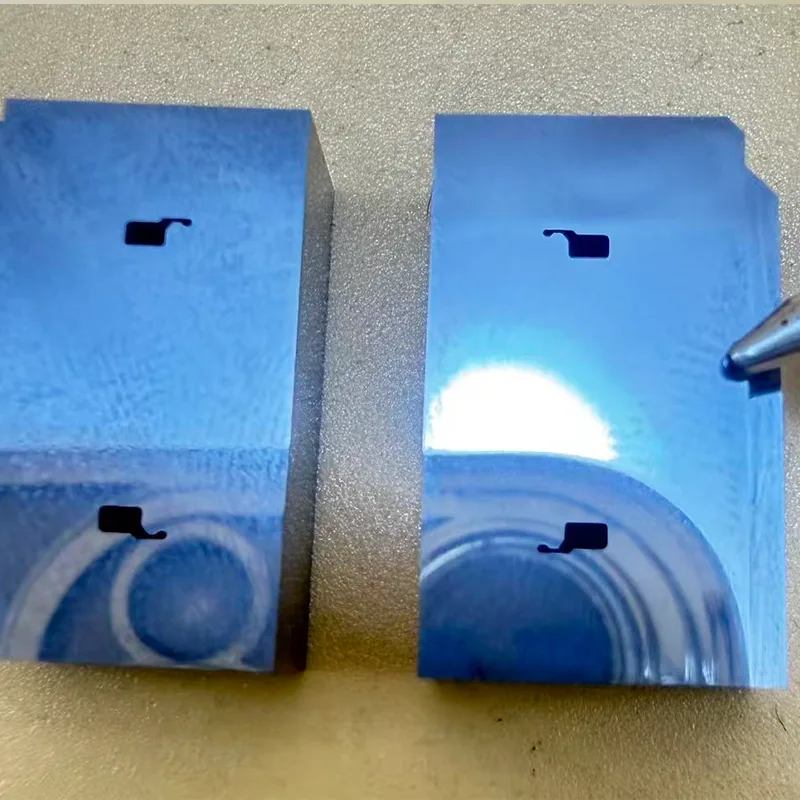
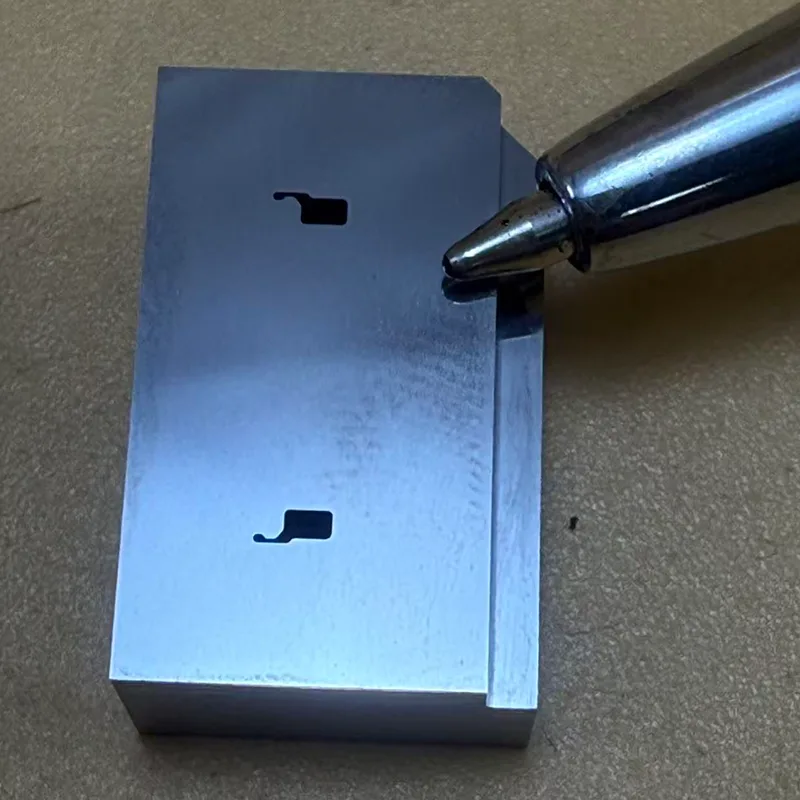
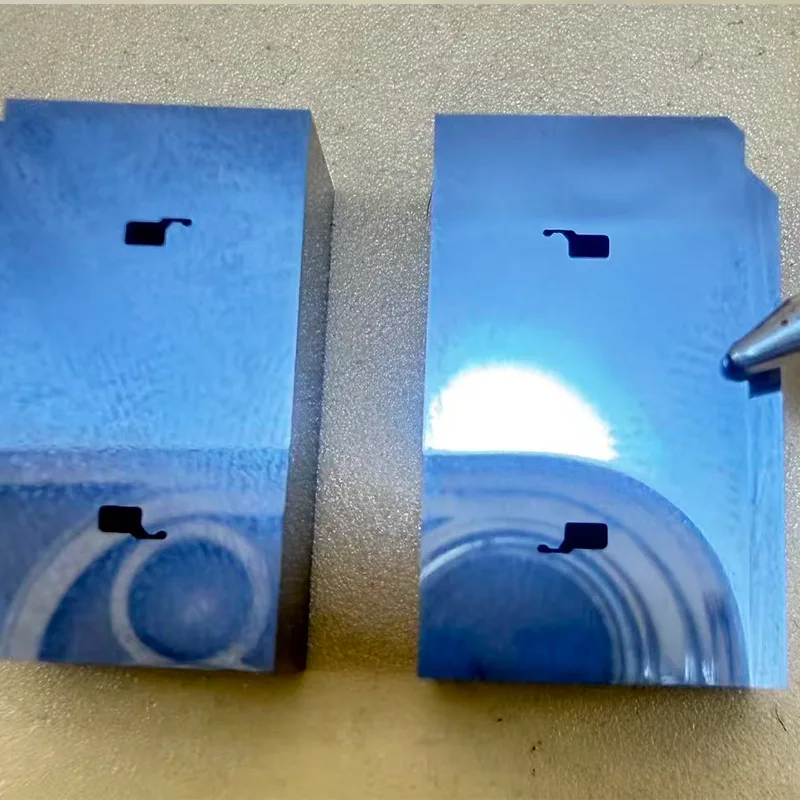
Este estudo de caso detalha um projeto de usinagem EDM de fio lento de ultraprecisão para uma pastilha de corte e vinco de estampagem de alta precisão. A pastilha é fabricada em metal duro KD20 (carboneto de tungstênio), apresentando dureza de material de HRA 90–92; representa um exemplo típico de componente de molde de ultraprecisão de alta dureza e alta fragilidade. A geometria do produto incorpora microperfis intrincados, arestas de corte retas com conicidade zero e estruturas cônicas complexas de precisão. Essas inserções são amplamente utilizadas nas áreas de moldes de conectores, moldes de IC e semicondutores, hardware de precisão para novas aplicações de energia e matrizes de estampagem eletrônica de alta qualidade.
Parâmetros de Usinagem
|
Item de processamento |
Detalhes do parâmetro |
|
Nome da peça |
Inserção de ponta para estampagem de precisão |
|
Equipamento de processamento |
Máquina EDM de fio Sodick AP250L |
|
Diâmetro do fio do eletrodo |
Fio de cobre ultrafino de 0,05 mm |
|
Tecnologia de Processamento |
1 corte bruto + 8 acabamentos |
|
Equipamento de teste |
Instrumento de medição automática de imagem Keyence IM-1220 |
|
Material da peça |
Liga de carboneto de tungstênio KD20 |
|
Dureza do material |
HRA 90~92 (Aprox. HRC 69~72) |
|
Capacidade de tolerância dimensional |
±0,001mm |
|
Método de usinagem externa |
Processo combinado de corte e retificação de sólidos |
|
Estrutura de lâmina reta |
2 mm de altura, lâmina reta cônica zero de 0° |
|
Estrutura de corte cônico |
Corte cônico em branco de círculo completo de 0,5° na seção inferior |
Requisitos principais do processo de usinagem
O perfil externo é processado usando uma estratégia combinada de corte e retificação para garantir que as dimensões do ponto de referência sejam estabelecidas com precisão em uma única operação, melhorando assim a precisão geral da montagem e a consistência do ponto de referência.
A cavidade interna apresenta uma tolerância de usinagem unilateral de +0,005 mm. Através de múltiplos passes de acabamento, as dimensões são gradualmente aproximadas para minimizar efeitos térmicos e desvios dimensionais.
A aresta de corte reta interna, com 2 mm de altura, é rigorosamente controlada para manter uma conicidade de 0° (zero), garantindo qualidade superior da superfície de corte de estampagem e consistência da aresta de corte.
A seção inferior da aresta de corte apresenta um cone de circunferência total de 0,5° (ângulo de alívio) para melhorar a estabilidade da ejeção de sucata durante operações de estampagem contínua.
Cada peça passa por inspeção dimensional completa usando um sistema de medição de imagem totalmente automático Keyence IM-1220, estabelecendo um sistema de controle de circuito fechado entre usinagem e inspeção.
AP250L + fio 0,05 mm + 1 controle de processo de corte bruto / 8 corte final
A usinagem é realizada com fio de cobre ultrafino de 0,05 mm, exigindo extremamente alta estabilidade do equipamento, controle de descarga elétrica e controle de tensão do fio.
Durante o processo de usinagem é empregada uma estratégia de redução progressiva da energia de descarga a cada passe de acabamento. Isso envolve uma passagem de desbaste seguida por oito passagens de acabamento de energia ultrabaixa para aliviar gradualmente a tensão residual interna no material de carboneto de tungstênio KD20. Múltiplas passagens de acabamento reduzem efetivamente a espessura da camada afetada pela descarga elétrica, melhoram a integridade estrutural da aresta de corte e prolongam a resistência ao desgaste e a vida útil da lâmina.
O controle de compensação de caminho de baixa energia é aplicado a regiões em microescala para minimizar o risco de corte excessivo em cantos minúsculos e danos térmicos em características estruturais finas.
Durante operações de usinagem prolongadas, a prioridade é manter a estabilidade da tensão do fio e a uniformidade da descarga elétrica para mitigar os riscos de quebra do fio, lascamento de cantos e desvio dimensional.
Após oito passadas de acabamento, a aresta de corte atinge um acabamento espelhado sem rebarbas, sem colapso e altamente polido.
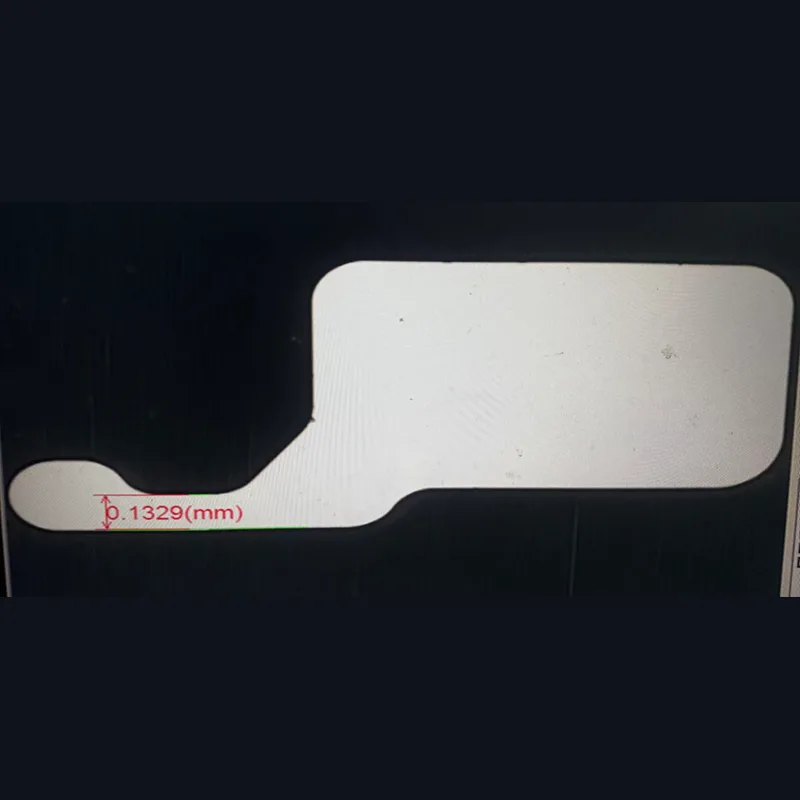
Desafios na Usinagem de Microestruturas
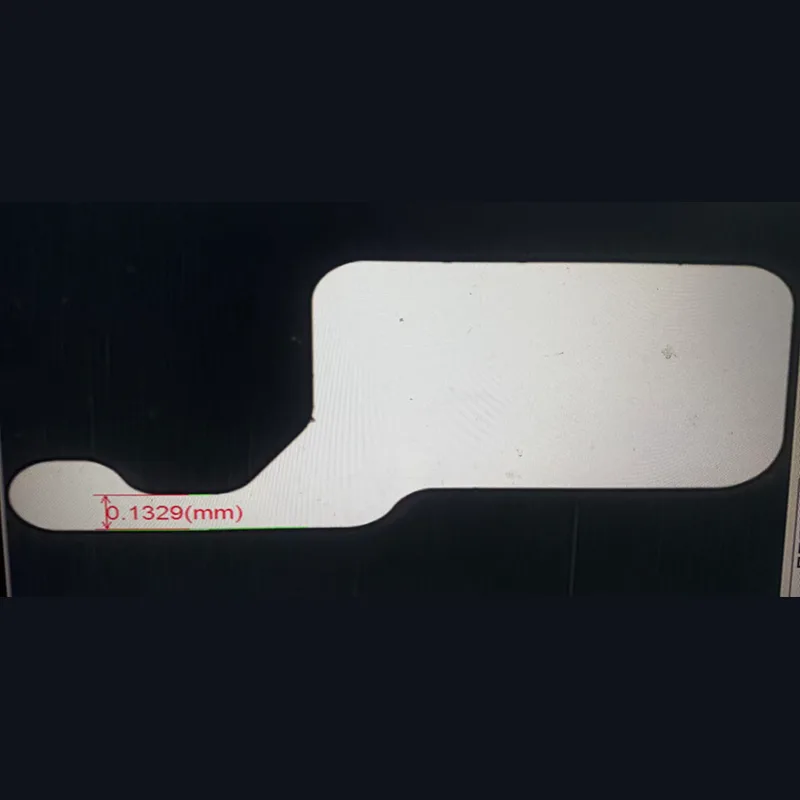
A pastilha de corte e vinco para estampagem de precisão representa um exemplo por excelência de uma estrutura de ultraprecisão, microescala e geometria complexa. A peça apresenta cantos internos ultrapequenos, arestas de corte microfinas, ranhuras ultraestreitas e geometrias de corte cônicas complexas, com as melhores características estruturais medindo aproximadamente 0,1329 mm. Fabricada em carboneto de tungstênio KD20 – um material caracterizado por alta dureza e fragilidade inerente – a peça impõe requisitos extremamente rigorosos no controle de energia de descarga, estabilidade térmica, compensação de caminho e controle de corte cônico sincronizado. Isto é particularmente crítico ao utilizar fio de cobre ultrafino de 0,05 mm, onde mesmo a menor flutuação na tensão do fio pode comprometer a integridade da aresta de corte e a estabilidade dimensional da peça.
Ambiente de usinagem com temperatura constante controlada
Durante o processo EDM de ultraprecisão e corte com fio de alimentação lenta, o ambiente da oficina é mantido a uma temperatura constante. Ao controlar rigorosamente as flutuações da temperatura ambiente, os erros de expansão térmica e os desvios dimensionais – que normalmente ocorrem durante operações de usinagem prolongadas – são efetivamente minimizados. Isto garante estabilidade dimensional consistente ao longo dos múltiplos passes de acabamento, atendendo assim aos requisitos de usinagem de ultraprecisão com uma tolerância de ±0,001 mm.
Controle de Qualidade e Inspeção usando o IM-1220
Um sistema de medição de imagem totalmente automatizado Keyence IM-1220 é empregado para realizar inspeções de digitalização automatizadas em nível de mícron, eliminando efetivamente possíveis erros associados à medição manual.
Os principais parâmetros de inspeção incluem: as dimensões dos contornos internos e externos, tolerâncias de usinagem em um único lado, a perpendicularidade da seção da aresta de corte de 2 mm, o ângulo de conicidade de 0,5° e o acabamento superficial da aresta de corte.
O sistema de inspeção é capaz de resolver tolerâncias de até ±0,001 mm de forma confiável e gerar automaticamente relatórios de inspeção de qualidade digitalizados.
Ao utilizar o feedback derivado dos dados de inspeção, os parâmetros de usinagem e os valores de compensação podem ser otimizados ainda mais, estabelecendo assim um sistema de controle de circuito fechado que integra perfeitamente os processos de usinagem e inspeção.
Controle de qualidade de ponta
Através de vários estágios de acabamento de precisão com energia ultrabaixa, a aresta de corte final permanece afiada, sem rebarbas, sem colapso da aresta e sem marcas de queimadura. Simultaneamente, este processo minimiza efetivamente o risco de acúmulo de textura de descarga e rachaduras microscópicas nas bordas, melhorando assim a qualidade da seção transversal estampada e prolongando a vida útil contínua do inserto de corte e vinco para estampagem de precisão.
Campos Aplicáveis
• Matrizes de estampagem de precisão
• Moldes de Conector
• Moldes de semicondutores IC
• Componentes Médicos de Precisão
• Matrizes de estampagem eletrônica de precisão
• Hardware de precisão para novas aplicações de energia
Hot Tags: Inserção de corte e vinco para estampagem de precisão, China, fabricante, fornecedor, fábrica
Categoria Relacionada
Peças de fio EDM
Peças para estampagem de metal
Acessórios para ferramentas de precisão
Peças Mecânicas CNC
Torno CNC
Enviar consulta
Por favor, sinta-se livre para dar o seu inquérito no formulário abaixo. Responderemos em 24 horas.
produtos relacionados





